矩形钢管生产厂家
直缝方管
无缝方管
保定异型钢管厂家
关于我们
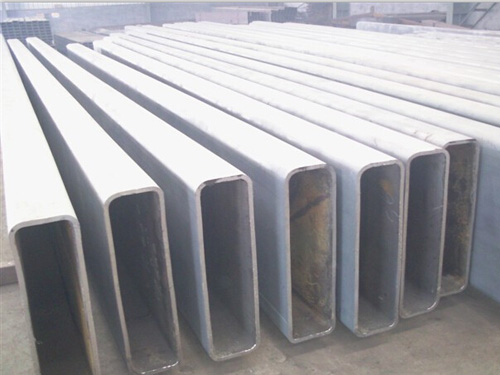
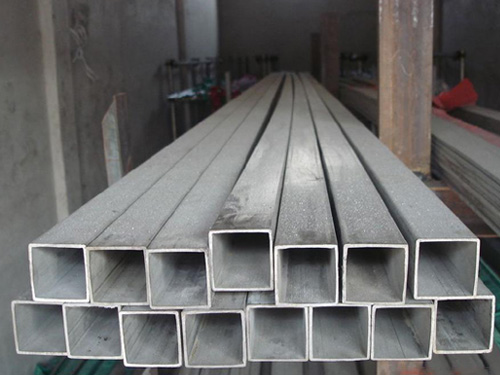
保定顺通异型钢管有限公司是以生产多种规格异型钢管的联营企业,于二零零零年五月扩建并成立该公司,主要产品方管(无缝方管、大口径方管、镀锌方管等),矩形钢管等各类异型钢管,多年来得到了上级部门的大力支持,有雄厚的资金实力,引进鞍钢管厂大型成套拔管机组,由鞍钢工程师王景发等技术人员采用国内工艺设计安装,方管年生产能力1万吨以上,目前是华北地区规模较大的异型钢管专业生产企业。 公司占地面积6180平方米,厂房等建筑面积2350平方米,注册资金二百万元,现有干部、职工158名,其中大中专毕业生、专业技术人员15名,公司设有6个科室(经理办公室、财务科、质检科、生产科、供应科、销售科)公司主要生产各种不同规格、不同材质的方管、矩形钢管,同时承揽代料加工业务。本公司产品严格执行国家GB3094-82标准,从原材料进厂要先检查钢管的规格材质化学成份,钢号是否符合生产所需的规格材质。例如:上海宝钢生产的16MN159×12无缝钢管,化学成份符合《低合金结构技术条件》的规定后方可进行,锤头酸洗、淋化涂皂、拔制、退火、校直、切头、切尾、成品检验、包装、入库等各项程序。(按常规生产16MN的方管、硬度均在190左右) 随着我国经济的快速增长速度加快,方管更广泛的用于体育设施、汽车工业、农业机械、石油机械、探矿机械等制造工业,目前产品已销往国内外多个国家和地区,产品受到了国内外用户的一致好评。本公司以”重合同守信誉”为宗旨,以严格的管理,达标的质量,合理的价格参与市场公平竞争,公司董事长张树林先生热忱欢迎新老客户前来光临,并向多年来支持关怀公司发展的各届朋友表示衷心感谢。
2018-04-30
成本下移 矩形管价格…
2018-04-23
方管社会库存连续十周…
2018-04-13
国内方管价格继续阴跌…
2017-10-19
异型无缝钢管的分类方…
2017-10-13
矩形钢管混凝土介绍
2017-09-28
矩形钢管的分类方法介…
矩形钢管价格
矩形钢管
矩形钢管厂家
河北异型钢管
镀锌方管
保定顺通异型钢管有限公司 电话:0312-8506029 传真:0312-8506529 手机:张经理:13932269552 刘经理:13930851675 Email:bdshuntong@126.com 地址:107国道徐水段大营路口往东仪村工业区
签订合同
收取定金
提货结算
售后服务
保定顺通异型钢管有限公司版权所有
冀ICP备19032418号-2
技术支持:信融科技 工信部备案:冀ICP备19032418号-2 版权所有:保定顺通异型钢管有限公司